Reflow Soldering¶
Use of "No Clean" soldering paste is recommended as it does not require cleaning after the soldering process. The following examples of paste meet these criteria.
| Solder | Details |
|---|---|
| Soldering Paste | OM338 SAC405 / Nr.143714 (Cookson Electronics) |
| Allow Specification | Sn 95.5/ Ag 4/ Cu 0.5 (95.5% Tin/ 4% Silver/ 0.5% Copper) |
| Melting temperatures | 217 °C |
The following reflow profile is recommended for soldering:¶
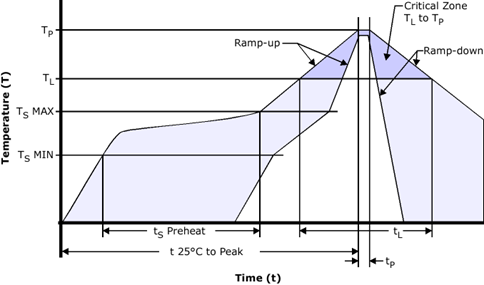
| Phase | Name | Recommended | Details |
|---|---|---|---|
| Preheat | |||
| dT/dt | 3°C/sec | Preheat Temperature Rise Rate | |
| TsMIN | 150°C | Preheat Minimum Temperature | |
| TsMAX | 200°C | Preheat Maximum Temperature | |
| tsPreheat | 60 - 120 sec | Time Spent Between Preheat MIN and Max temperatures | |
| Reflow | |||
| TL | 217°C | Reflow Liquidus temperatures | |
| TP | 245°C | Reflow Peak temperatures | |
| tL | 40-60 sec | Time Spent above Reflow Liquidus temperatures | |
| Cooling | |||
| dT/dt | 4°C/sec | Maximum Cooling Temperature Fall Rate |
Important
A convection soldering oven is highly recommended over an infrared type radiation oven as it allows precision control of the temperature and all parts will be heated evenly.
Warning
The IMX should be located on the topside of a PCB during reflow to avoid falling off.
Care should be taken to not disturb the components on the IMX during reflow as the solder on the IMX will also reflow.
The part must not be soldered with a damp heat process.